Zinxhirë me shpejtësi të ndryshueshme, duke përfshirë zinxhirë me shpejtësi të pafundme të ndryshueshme të tipit PIV/Rul


ZINXHIRË ME SHPEJTËSI TË PAFIRMË NDRYSHUESHME PIV
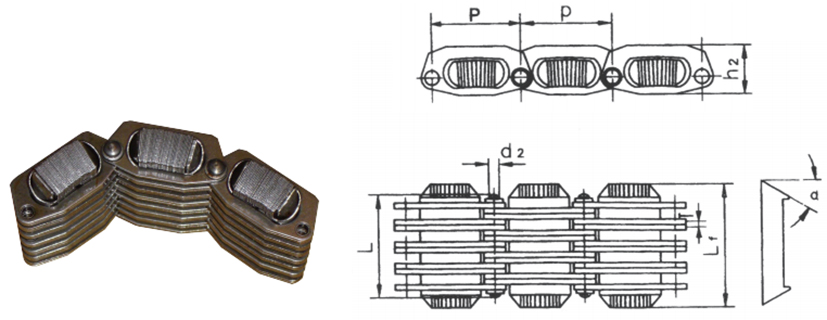
| GL Nr. i Chdn-it | Pith P mm | Diametri i kunjit. d2 (maksimumi) mm | Gjatësia e gjilpërës L (maksimumi) mm | Thellësia e pllakës h2.(max) mm | Trashësia e pllakës T(maks) mm | Trashësia e pllakës T(maks) mm | Gjerësia mbi pllakën e fërkimit një gradë | Rezistenca maksimale në tërheqje Q (min) Kn | Pesha për metër q kg/m |
| AO | 18.75 | 3.00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3.00 | 19.50 | 10.60 | 1.5 | 30.44 | 15 | 9.0 | 1.0 |
| A2 | 25.00 | 3.00 | 30.10 | 13.50 | 1.5 | 37.80 | 15 | 21.0 | 2.0 |
| A3 | 28.60 | 3.00 | 35.30 | 16.00 | 1.5 | 44.20 | 15 | 38.5 | 3.0 |
| A4 | 36.00 | 4.00 | 48.50 | 20.50 | 1.5 | 58.50 | 15 | 61.5 | 5.4 |
| A5 | 36.00 | 4.00 | 60.50 | 20.50 | 1.5 | 70.00 | 15 | 71.0 | 6.7 |
| A6 | 44.40 | 5.40 | 70.00 | 23.70 | 1.5 | 77.00 | 15 | 125.0 | 9.0 |
ZINXHIRË ME SHPEJTËSI TË NDRYSHUESHME TË LLOJIT ME RULA
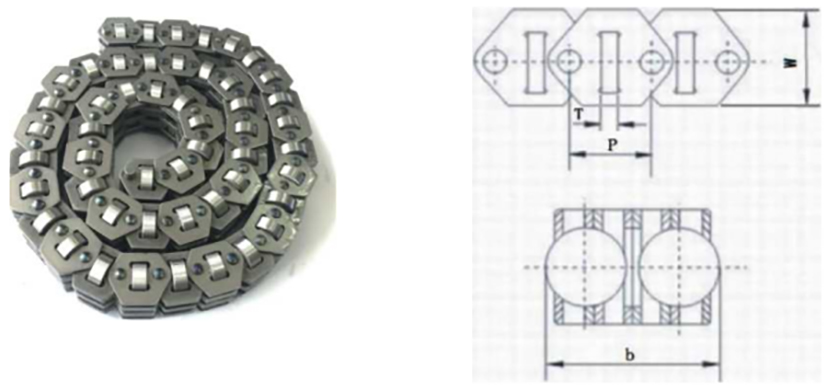
| GL NR. I ZINXHIRIT | KATROR | PJATË LARTËSIA | RUL GJERËSI | RUL TRASHËSI |
| P | W | b(min) | T (maksimumi) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12.00 | 2.90 |
| RBI | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14.66 | 14.80 | 20.00 | 4.74 |
| RB3 | 12.60 | 16.60 | 24.60 | 4.70 |
| RB4 | 14.00 | 20.70 | 31.00 | 5.50 |
| RC3 | 1320 | 18.80 | 24.54 | 4.70 |
| RC4 | 1620 | 22.50 | 31.00 | 5.30 |
Zinxhirë me shpejtësi të ndryshueshme për kutinë e shpejtësisë
1. Zinxhirët me shpejtësi pafundësisht të ndryshueshme PIV:
A0, A1, A2, A3, A4, A5, A6
2. Zinxhirë me shpejtësi pafundësisht të ndryshueshme të tipit rul:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 etj.
Funksioni: Kur ndryshon hyrja, ruhet shpejtësia e rrotullimit të daljes më e qëndrueshme. Produktet janë bërë nga prodhim çeliku i aliazhit me cilësi të lartë. Pllakat shpohen dhe shtrydhen me teknologji precize. Kunja, bush, rul përpunohen me pajisje automatike me efikasitet të lartë dhe pajisje automatike bluarjeje, më pas kalojnë nëpër trajtim termik të karburizimit, furrës me rrip rrjete mbrojtëse nga karboni dhe azoti, procesit të shpërthimit sipërfaqësor etj. Montohet me precizion nga pozicioni i vrimës së brendshme, rrotullimi i gozhduar nga presioni për të siguruar performancën e të gjithë zinxhirit.
-

Karroca me katër rrota në SUS304/GG25/Najlon/Çelik...
-

Zinxhirë Bujqësorë, Tipi S32, S42, S55, S62, C...
-

Zinxhirë me majë, tipi 662, 662H, 667X, 667XH, 667...
-

Zinxhirë me rul të serisë A/B, për punë të rëndë, të drejtë...
-

Zinxhirë të salduar për mulli çeliku dhe me shtojca, ...
-

Zinxhirë anësorë me zhvendosje për punë të rënda/me kthesa...